1. 引言
铝合金和镁合金由于具有密度低、比强度和比刚度高等优点,已被广泛应用于汽车、交通、航空航天等领域 [1] 。为进一步解决轻量化问题,铝/镁复合结构的连接问题受到广泛关注 [2] 。搅拌摩擦焊(friction stir welding, fsw)作为一种先进的固相连接技术,具有焊接热输入低、接头变形小等优点,已发展为铝合金等轻合金重要的连接方法之一 [3] 。
但是,由于铝合金和镁合金在晶体结构和物化性能上的巨大差异,焊接形成铝/镁异质合金接头面临诸多挑战 [4] 。这其中,界面处连续分布的al-mg脆性金属间化合物(intermetallic compounds, imcs)对接头性能影响最为显著。为抑制al-mg脆性imcs的形成,研究人员通过试验发现,相比于减少al/mg界面在高温下停留的时间 [5] [6] 和外加辅助能量 [7] ,添加中间金属 [8] [9] 对抑制al-mg脆性imcs的作用更为显著。
在fsw过程中,金属材料的流动行与al/mg脆性imcs的形成、分布、大小密切相关 [10] 。但是由于fsw过程的复杂性,现阶段仍无法实现通过试验手段直接观察材料流动和温度分布 [11] 。而数值模拟的方法在节省试验花费的同时,可以对fsw过程中的温度分布和材料流动进行直观的、定量的分析。对于fsw的数值模拟,目前主要有计算固体力学方法(computational solid mechanics, csm),计算流体力学(computational fluid dynamics, cfd)、任意的拉格朗日–欧拉方法(arbitrary lagrangian-eulerian, ale)和耦合的欧拉–拉格朗日方法(coupled eulerian-lagrangian, cel)等 [12] 。
综上,本文拟采用耦合的欧拉–拉格朗日方法(coupled eulerian-lagrangian, cel),以7075铝合金和az31b镁合金为研究对象,添加纯zn为中间金属,对搅拌头偏移量对材料流动的影响规律进行深入探讨和分析,为铝/镁异种合金复合接头的连接提供重要的理论参考。
2. 数值模型
图1为铝镁异种材料fsw的有限元模型。整个欧拉区域包括母材、填充金属和一个空层。母材和填充金属最初填充在欧拉域指定位置,具体尺寸分别为100 mm × 49.5 mm × 3 mm和100 mm × 1 mm × 3 mm。在100 mm × 100 mm母材区域上方有一层厚度为2 mm的空层。搅拌头为拉格朗日刚体。欧拉域单元类为ec3d8rt,数量为413,842。拉格朗日刚体的单元类型为c3d4t,数量为125,987。
在整个焊接过程中,搅拌头旋转速度保持500转/分钟,焊接速度保持50 mm/分钟。配置1搅拌头轴线与焊缝中心线重合,配置2搅拌头轴线向铝合金侧偏置1 mm。搅拌头采用带螺纹形搅拌针,轴肩直径为15 mm,大端直径为4 mm,小端直径为2 mm,搅拌针长2.85 mm。

. aluminum and magnesium dissimilar alloy friction stir welding cel model
图1. 铝/镁异质合金搅拌摩擦焊cel模型
在fsw过程中,材料的塑性流动应力、温度、塑性应变和塑性应变率之间的关系由johnson-cook本构方程表示,该方程如公式(1):
 (1)
(1)
其中
为流动应力,
为等效塑性应变,
为等效塑性应变率,
为参考应变率,
为室温,
为材料熔点。a,b,c,n,和m为材料常数。7075铝合金,az31b镁合金,zn填充层的johnson-cook本构方程材料常数如表1所示。此外,材料的其它热机物理参数均与温度相关,具体如表2所示。
在fsw过程中,焊接热输入主要来源于搅拌头与母材的摩擦和母材的塑性变形。搅拌头与母材的摩擦产热由公式(2)计算:
(2)
式中:
为摩擦系数,本模型取0.3,
为搅拌头与母材在接触面上的法向压力,
为剪切速率。
. johnson-cook model constants for 7075, az31b and zn [13]
表1. 7075铝合金,az31b镁合金和zn填充层的johnson-cook材料参数 [13]
塑性变形产热由公式(3)计算:
(3)
式中:
为塑性变形能量转为温度的系数,本模型取0.9,
为应力,
为塑性应变速率。
在fsw过程中,工件上表面与侧面直接与空气接触,换热系数设置为20 w/m2∙k。工件底面与金属夹具直接接触,换热系数设置为1000 w/m2∙k。约束欧拉域底面和侧面的自由度,上表面自由。搅拌头的旋转和移动由参考点控制。
. thermo-mechanical properties for 7075, az31b and zn [13]
表2. 7075铝合金,az31b镁合金和zn填充层的热机械物理参数 [13]
3. 结果与讨论
3.1. 横截面材料分布
图2展示了两种配置情况下横截面的材料分布情况。从图2(a)和图2(c)可以看出,在配置1的情况下,整个横截面可以划分为轴肩影响区(z = 0~1.5)和搅拌针影响区(z = 1.5~3.0)。镁/铝界面呈现出弯曲状态。观察图2(b)可以发现,zn填充金属主要分布于搅拌针影响区,在轴肩影响区并没有分布。这部分填充金属随着搅拌头的旋转流动到了其它区域。
图2(d)和图2(f)展示了配置2情况下镁/铝界面的分布情况。由于搅拌头偏置量的存在,zn填充金属的流动性降低并阻碍了铝合金和镁合金基体流动,因此与配置1相比,配置2的镁/铝界面更加平滑,整个横截面无法区分轴肩影响区和搅拌针影响区。同时,图2(e)中zn填充金属在轴肩影响区内没有随着搅拌头的旋转而发生流动。
综上所述,两种配置情况下横截面的材料分布存在显著差异。在配置1中,材料流动受到轴肩和搅拌针的共同影响,形成了明显的分区。而在配置2中,轴肩和搅拌针对填充金属和镁合金的流动的影响减弱,导致界面更加平滑且不易区分各区域。

. materials distribution in the cross section at 5 seconds of welding ((a) and (d) 7075; (b) and (e) zn; (c) and (f) az31b)
图2. 焊接5 s时刻横截面不同材料分布。((a)和(d) 7075铝合金体积分数;(b)和(e)填充金属zn体积分数;(c)和(f) az31b镁合金体积分数)
3.2. z = 0.8水平截面材料分布
图3展示了焊接5s时刻,z = 0.8水平截面上的材料分布情况。这一截面处于轴肩影响区,因此材料流动受到轴肩的显著影响。
观察图3(a)和图3(c),可以看到在配置1的情况下,7075铝合金和az31b镁合金在轴肩外缘和内部呈现出不同的流动特征。镁合金主要沿着轴肩外缘流动,从后退侧流向前进侧,而铝合金则在轴肩内部流动,从前进侧流向后退侧。总体而言,在同一水平截面上,铝合金的流动总量超过镁合金的流动总量。结合横截面的材料分布可以推测,位于前进侧的铝合水平流动穿过焊缝中心线后,堆积于后退侧。位于后退侧的镁合金,一部分水平流过焊缝中心线后堆积于前进侧,另一部分则沿着板厚(z轴)方向流动。
图3(b)进一步揭示了配置1情况下中间填充材料的分布特征。中间材料的分布可以分为三个区域。在区域1,搅拌头正前方材料在焊接温度场作用下发生软化,随后在轴肩作用下发生塑性变形并流动到后退侧,填充材料塑性流动的范围为θ = 0~60˚ (以搅拌头圆心为原点,逆时针为正方向建立极坐标系)。而在θ为60˚~110˚的范围内,填充材料则没有分布,这部分材料随着搅拌头的旋转运动到图3(b)中的区域2。随着搅拌头不断前进,区域2中的填充材料形成了“z”形折线。区域3为搅拌头尾部材料向前进侧流动形成的,并且这部分材料会随着搅拌头前进向板厚(z轴)方向流动。
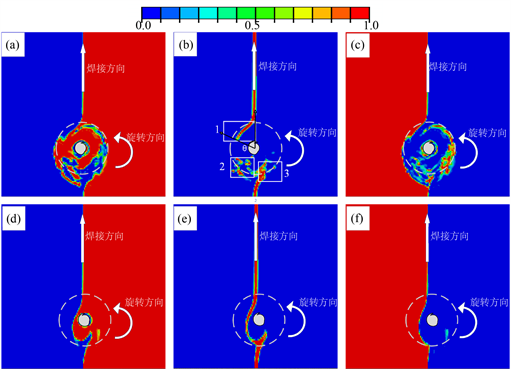
. material distribution in the horizontal section of z = 0.8 at the time of 5s welding. ((a) and (d) 7075; (b) and (e) zn; (c) and (f) az31b)
图3. 焊接5 s时刻z = 0.8水平截面材料分布。((a)和(d) 7075铝合金体积分数;(b)和(e) zn中间填充材料体积分数;(c)和(f) az31b镁合金体积分数)
从图3(d)和图3(f)可以看到,配置2情况下整个铝/镁分界面较为光滑,材料流动范围较小,主要集中于轴肩内部区域。而图3(e)显示填充材料在θ为0˚~180˚范围内都保持连续分布,没有形成明显的3个区域。
综上,在轴肩影响区域内,材料流动受到轴肩结构的显著影响。然而,与配置1相比,配置2的材料流动性有所降低,导致整个铝/镁界面更加光滑且流动范围较小。这种流动性差异对接头力学性能具有重要影响。
3.3. z = 2.5水平截面材料分布
图4展示了焊接5 s时刻,z = 2.5水平截面的材料分布情况。在此截面上,材料流动主要受到搅拌针的影响,因此流动范围相对较小。
从图4(a)可以看到,在配置1情况下,7075铝合金在搅拌针周围持续从前进侧流动到后退侧。然而,观察图4(c)发现,在同一水平截面上,并没有相同量的az31b镁合金流动到前进侧。结合横截面的材料分布,可以推测镁合金先从后退侧沿着板厚(z轴正方向)方向沉积于前进侧,随后在搅拌针螺纹的作用下向板材表面(z轴负方向)流动。
如图4(b)显示填充材料在θ为0˚~180˚范围内呈现连续分布,而在其他区域则偶有分布。在配置2情况下,从图4(d)和图4(f)可以看到铝/镁界面光滑、规则。同时,在同一横截面上,7075铝合金流入后退侧的量与az31b镁合金流入前进侧的量大致相等,表明镁合金在板厚(z轴)方向的流动并不充分。这种流动不足的情况导致了图4(d)中的“隧道”缺陷。图4(e)显示了中间填充材料的分布同样保持连续、规则,且其他区域基本没有分布。
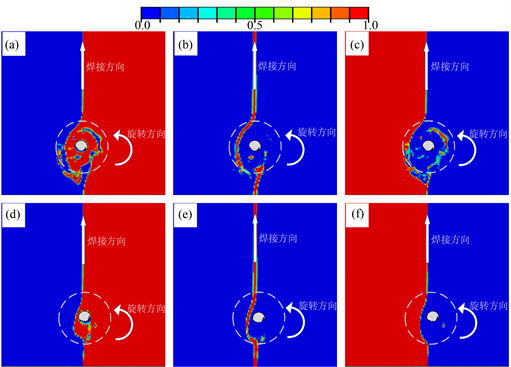
. material distribution in the z = 2.5 horizontal section at the time of 5s welding. ((a) and (d) 7075; (b) and (e) zn; (c) and (f) az31b)
图4. 焊接5 s时刻z = 2.5水平截面材料分布。((a)和(d) 7075铝合金体积分数;(b)和(e) zn中间填充材料体积分数;(c)和(f) az31b镁合金体积分数)
综上所述,在搅拌针影响区内,材料流动性明显弱于轴肩影响区。然而,与配置1相比,配置2的材料流动性更为受限。整个镁/铝界面呈现出光滑、规则的特点,中间材料也呈现出规则形态,这种状况对接头力学性能的影响是不利的。由于材料流动的不充分,接头形成了明显的“隧道”缺陷。
4. 结论
本文以7075铝合金和az31b镁合金为研究对象,添加纯zn作为中间金属,采用cel法构建了fsw数值分析模型,主要探讨了搅拌头偏置对材料流动的影响规律,主要结论如下:
1) 当搅拌头轴线与焊缝中心线重合时,横截面上的材料流动区域可分为轴肩影响区(z = 0~1.5 mm)和搅拌针影响区(z = 1.5~3 mm)。铝合金和镁合金基体材料流动充分,界面呈现曲折形态。当搅拌头轴线向铝合金侧偏置1mm时,镁合金和铝合金基体材料的流动受限,界面较为光滑。
2) 在轴肩影响区(z = 0.8 mm)截取水平面,当搅拌头轴线与焊缝中心线重合时,镁合金的流动集中于轴肩边缘区域,铝合金的流动则集中在轴肩内部区域。当搅拌头轴线向铝合金偏置1 mm时,同一截面上铝合金和镁合金的流动量基本相当。
3) 在搅拌针影响区(z = 2.5)截取水平面,当搅拌头轴线与焊缝中心线重合时,在同一水平截面上,铝合金的流动量大于镁合金的流动量。镁合金在水平流动的同时,还在板厚(z轴)方向发生流动。当搅拌头轴线向铝合金偏置1 mm时,由于材料流动不充分,接头形成了“隧道”型缺陷。
致谢
感谢重庆市教委科学研究项目(kjqn202203703, kjqn202203704)对本文的资助。
参考文献